")
")



HDPE PIPE Application
HDPE pipe is ideal for many different applications including municipal, industrial, energy, geothermal, landfill, and more. HDPE pipe is strong, durable, flexible, and lightweight. When fused, HDPE has a zero leak rate because the fusion process creates a monolithic HDPE system. HDPE pipe is also a more environmentally sustainable option as it is non-toxic, corrosion, and chemical resistant has a long design life and is ideal for trenchless installation methods because of its flexibility. Abrah Dashte Markazi Co Manufacture HDPE PIPES in 3 Base Model of PE100 PIPE and PE80 PIPE and PE-RT PIPE Depend on application.
HDPE PIPE APPLICATIONS
HDPE Water Pipe
HDPE Solid Wall Pipe has been used in Potable Water applications since the '60s and has been gaining approval and growth in municipalities ever since. HDPE Pipe is approved in ASTM D3035 (All pipes produced under this specification may be used for the transport of water, industrial process liquids, effluents, slurries, municipal sewage), AWWA C901 and C906 (This standard describes minimum requirements for PE pressure pipe and tubing made from a material having standard PE code designations PE 2606, PE 2706, PE 2708, PE 3608, PE 3708, PE 3710, PE 4608, PE 4708, and PE 4710 and intended for use in potable water, reclaimed water, and wastewater service.), NSF 14 and 61 (NSF International is an independent global organization that writes public health standards and protocols, and tests and certifies products for the water, food, and consumer goods industries). for more information, you can check Abrah Dashte Markazi's HDPE Potable Water PIPE
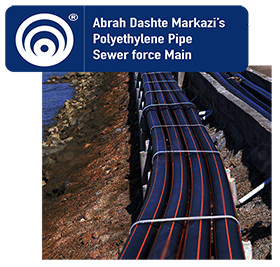
HDPE PIPE Sewer force Main
HDPE Solid Wall Pipe has been used in Sewerage applications since the '60s and has been gaining approval and growth in municipalities ever since. HDPE Pipe is approved in ASTM D3035 (All pipes produced under this specification may be used for the transport of water, industrial process liquids, effluents, slurries, municipal sewage), AWWA C901 and C906 (This standard describes minimum requirements for PE pressure pipe and tubing made from a material having standard PE code designations PE 2606, PE 2706, PE 2708, PE 3608, PE 3708, PE 3710, PE 4608, PE 4708, and PE 4710 and intended for use in potable water, reclaimed water, and wastewater service.), NSF 14 and 61 (NSF International is an independent global organization that writes public health standards and protocols, and tests and certifies products for the water, food, and consumer goods industries). for more information, you can check Abrah Dashte Markazi's HDPE PIPE Sewer force Main
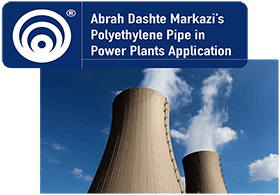
HDPE PIPE in Power Plant
HDPE PIPE is the best choice for a variety of energy industry applications. The most critical part of a power generation plant is Cooling water pipe systems if Cooling water pipe systems fail, the whole plant may shut down. HDPE is an ideal candidate for coal power plant applications.Polyethylene has a high wear resistance when compared with competing products such as steel. In fact, laboratory tests have proven that HDPE can last up to three to five times longer than normal or fine-grained steel pipe
The use of HDPE in the power plane industry puts a huge spotlight on the unmatched properties of the piping material to provide a safe and cost-effective solution. On 21 July 2009, the Nuclear Energy Institute recognized the use of HDPE pipe with a Top Industry Practice award
This move to HDPE piping systems should be a sign for other utilities to join the fold
It’s no surprise the Power plane facilities would turn to HDPE for both non-safety and safety-related applications. Solid-wall HDPE provides a durable, corrosion-free, leak-free pipeline solution.
For more information, you can check Abrah Dashte Markazi's HDPE PIPE Power Plant
HDPE Conduit - Telecommunications
HDPE Conduit has been the material of choice to protect the American nation’s fiber-optic highways for decades. HDPE conduit is resistant to chemicals and corrosive soils providing protection and long life. The long length and tensile strength of the conduit make it ideal for the cutting edge installation technologies of HDD (horizontal directional drilling) and plowing
HDPE conduit is suitable for telecom and fiber-optic, non-pressurized, or -portable applications.
HDPE Communication Duct is available in 3⁄4-inch to 6-inch diameters (8-inch and above available upon request), with or without pull tape, in blue, green, black, orange, white, gray, terracotta and red. It comes in continuous reels and is available with internal lubrication and as parallel reeled. It can be joined by various heat fusion methods including electrofusion, socket fusion, butt fusion, and saddle fusion, as well as mechanical connections. With a COF 30 percent lower than PVC, it remains ductile at low temperatures and offers a maximum operating temperature of 90 degrees, which is compatible with the operating temperatures of the power cables. for more information, you can check Abrah Dashte Markazi HDPE PIPE For Telecommunications
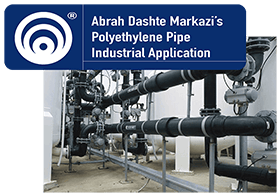
HDPE PIPE in industrial Application
Pipe and fittings shall be made out of HDPE resin that meets or exceeds the requirements of DIN 8074 or ISIRI 14427 or ASTM D3350. A pipe Should meet Special requirements to Be able to fulfill industrial requirements. It must also be corrosion and abrasion-resistant. It must be flexible and easy to install and maintain a high flow coefficient throughout its service life of 50-100 years. And it must not leak.
HDPE is one of the most chemically inert plastics and therefore is extremely resistant to chemical attack and corrosion. HDPE pipe can resist the corrosive effects of soils or effluents with a pH range from a very acidic 1.5 to a very caustic 14. HDPE pipe is often specified where acidic or alkaline native soil conditions exist Polyethylene pipe is corrosion resistant and has a long history of use as an abrasion-resistant material in mining applications. It is lightweight, easy to install, and reduces the number of fittings needed in a system because of its flexibility.
With Abrah Dashte Markazi's HDPE pipe, you get all of these benefits. HDPE pipe is significantly more resistant to abrasion than RCP and CMP pipe Because of the hazardous nature of some chemicals being transported, it is imperative that the system not leak. Heat fusing polyethylene pipe produces a leak-free joint that is as strong if not stronger than the pipe itself in tension and pressure applications. These joints are self-restrained. They need no thrust blocks or restraint harness except where the pipe attaches to a non-polyethylene system.HDPE’s molecular structure and ductility result in excellent resistance to abrasion, gouging, and scratching. For more information, you can check Abrah Dashte Markazi's HDPE PIPE industrial Application
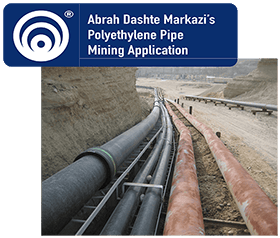
HDPE PIPE in Mining
HDPE PIPE has proven itself for over 30 years as the product of choice for various mining applications. The characteristics of HDPE make it ideal for things like slurry processing, water processing, heap leaching, solution mining, tailings transportation, pit & mine dewatering, depressurization, and dust suppression. It is a proven product in rugged terrains, extreme climates, and changing site environments For demanding and harsh environments commonly found at mining sites, Heat-fused joints create a monolithic structure that allows long lengths of pipe to be pulled from one area to another. HDPE can’t be beaten. HDPE has a very high resistance to most harsh chemicals and can handle acids ranging from low ph acids to high ph caustic solutions. It is also very resistant to abrasions and will not break or shatter without a significant outside force. HDPE is semi-rigid meaning it can withstand high external loads as well as high internal pressure surges. In addition, it is flexible and tends to expand with pressure surges. PE pipe's flexibility, abrasion resistance, and leak-free joints have helped the product prove itself long-term in demanding environments. This increases the life of the pipeline and reduces the overall cost of maintenance. For more information, you can check Abrah Dashte Markazi's HDPE PIPE Mining Application
HDPE PIPE in Nuclear plant
Corrosion of steel water pipes in the safety-related piping systems of aging nuclear power plants is fast becoming a safety concern and a significant operational cost, not to mention an indication of potential future liability for nuclear utilities currently constructing new plants or retrofitting existing sites
HDPE is an ideal candidate for Nuclear power plant applications.Polyethylene has a high wear resistance when compared with competing products such as steel. In fact, laboratory tests have proven that HDPE can last up to three to five times longer than normal or fine-grained steel pipe
The use of HDPE in the Nuclear power plane industry puts a huge spotlight on the unmatched properties of the piping material to provide a safe and cost-effective solution. On 21 July 2009, the Nuclear Energy Institute recognized the use of HDPE pipe with a Top Industry Practice award. for more information, you can check Abrah Dashte Markazi's HDPE PIPE Nuclear Application
HDPE PIPE in shipbuilding
Abrah Dashte Markazi's PE100 RC pipes are ideal for piping systems in shipbuilding because of extreme Corrosion resistance and low weight of PE-HD Pe 100 RC pipes of Abrah Dashte Markazi company. for more information you can check Abrah Dashte Markazi's HDPE PIPE in Ship Building
